






In Merseburg, a city in Saxony-Anhalt in central Germany, a facility operated by APK AG runs an unusual version of plastic processing. The mixed polyethylene films entering the plant are not melted and extruded, as conventional recycling does. They are dissolved. A purpose-designed solvent separates the polymer chains from their contaminants, isolates the pure material, and allows it to be re-formed into pellets nearly identical to virgin resin. The facility handles around 8,000 tonnes of plastic per year this way.
What makes that possible is not engineering cleverness alone. It is chemistry. And the difference between dissolving a polymer and simply melting it explains most of what is genuinely interesting, and genuinely difficult, about recovering material from waste.
The short version: Recycling chemistry works by breaking the bonds that hold manufactured materials together and recovering the resulting molecules in usable form. Plastics built through condensation reactions can be chemically depolymerized back to their original monomers – 1 kg of PET plastic yields a theoretical 864 g of terephthalic acid and 323 g of ethylene glycol. Plastics built through addition reactions resist this route and require thermal cracking at high temperature. Metals are recovered through hydrometallurgical dissolution, where specific acids or bases extract metal ions from complex waste matrices. In every case, the same underlying constraint applies: breaking strong chemical bonds costs energy, and the more disordered the input stream, the harder the chemistry becomes.
Table of Contents
Why Recycling Chemistry Begins at the Molecular Bond
Every manufactured material carries a chemical history. A plastic bottle was crude oil before it was a bottle. The aluminum in a drinks can was refined from bauxite ore through electrolysis at around 960 degrees Celsius. Glass started as silica sand fused above 1,700 degrees Celsius with soda ash and limestone. What recycling chemistry attempts to do, in each case, is reverse some portion of that history and recover atoms in a form useful enough to re-enter manufacturing.
The currency of that reversal is the chemical bond. Atoms in solid materials are not loosely associated – they are held together by covalent bonds, ionic bonds, or metallic bonds, each with a specific bond dissociation energy measured in kilojoules per mole. To break those bonds and liberate the atoms in recoverable form, the process must supply at least that much energy, whether through heat, chemical reagents, or electricity.
This is the part that quietly disappears from most public discussions about recycling. Sorting gets described as the hard step. Sorting is logistics. The chemistry is where the real complexity begins.
Different classes of material have fundamentally different bond architectures, and those architectures determine which chemical routes are even available. Metals sit in crystalline lattice structures that dissolve predictably in the right acidic environment. Glass is an amorphous network, largely inert, which makes it easy to re-melt but resistant to chemical decomposition. Polymers are long-chain molecules whose internal bond structure depends entirely on how they were originally synthesized – and that difference, as becomes clear quickly, determines most of what recycling chemistry can and cannot do.
The real constraint on recovering high-quality material from waste is not economics, though economics certainly matters. It is whether the bonds in the target material can be broken cleanly, selectively, and at an energy cost that leaves the recovered material worth more than what was spent to get it.
Depolymerization and the Recycling Chemistry of Condensation Polymers
Condensation polymers are the subset of plastics where the chemistry of recycling becomes genuinely clean. PET, the material in plastic bottles and polyester textiles, is the most important example at scale. PET is synthesized by reacting terephthalic acid with ethylene glycol, releasing water as a byproduct and linking the two monomers into a repeating chain through ester bonds. That reaction is reversible. Add water back under the right conditions, and the ester bonds break, releasing the original monomers in nearly pure form.
This is chemical depolymerization by hydrolysis. The recovered monomers are chemically identical to virgin feedstock. In principle, this loop can run indefinitely without quality loss – each cycle returns the same molecules to the start of the manufacturing process.
The stoichiometry makes the potential concrete. The repeating unit of PET has a molecular weight of 192 grams per mole. Hydrolysis cleaves each unit into one molecule of terephthalic acid (molecular weight 166 g/mol) and one molecule of ethylene glycol (molecular weight 62 g/mol), incorporating two molecules of water (18 g/mol each) in the process. The recovery yield per unit mass of input follows directly from those molecular weights:
Monomer yield from PET hydrolysis:
Yield = (M_product / M_PET_unit) x mass input
Where M_product is the molar mass of the target monomer and M_PET_unit is the molar mass of the PET repeating unit (192 g/mol).
For 1,000 g of PET:
Terephthalic acid yield = (166 / 192) x 1,000 = 864 g
Ethylene glycol yield = (62 / 192) x 1,000 = 323 g
Total recovered mass is 1,187 g, exceeding the 1,000 g input because the reaction incorporates water from the reagent. From one kilogram of used plastic bottles, this chemistry can theoretically recover nearly 900 grams of high-purity terephthalic acid ready to re-enter polymer production.
Practical yields fall somewhat short of theoretical. Real waste streams contain pigments, caps, label adhesives, and contamination. Industrial depolymerization of PET by acidic or alkaline hydrolysis currently achieves around 80 to 90 percent monomer recovery under controlled conditions. Glycolysis – a variant using ethylene glycol as the cleaving reagent at 200 degrees Celsius – reaches similar recovery rates and is widely used commercially. Both routes return the same feedstock molecule to a polyester manufacturer that virgin production would supply.
When Addition Polymers Force Recycling Chemistry Toward Heat
Polyethylene, polypropylene, and polystyrene are built differently, and that difference closes the hydrolysis route completely. These are addition polymers, formed when monomer molecules open their carbon-carbon double bonds and link directly into a chain, releasing nothing in the process. The bonds holding the chains together are carbon-carbon single bonds, with dissociation energies around 347 kJ/mol – among the strongest bond types in organic chemistry.

Water does not touch these bonds. Most acids and bases leave them intact at any realistic temperature. There is no reagent that selectively cleaves carbon-carbon backbone bonds at moderate conditions and returns the original monomers in usable form. To break polyethylene back toward ethylene, temperatures above 400 degrees Celsius are required – and at those temperatures the chains do not fragment neatly at the monomer boundaries. They break unpredictably, producing a wide distribution of shorter hydrocarbon chains.
This is pyrolysis. Thermal cracking at 450 to 550 degrees Celsius in the absence of oxygen converts the polymer chains into a mixture of liquid hydrocarbons, combustible gas, and a small char residue. The liquid fraction, constituting roughly 70 to 80 percent of input mass for mixed polyolefins, is effectively a synthetic crude oil. It can be fed into petroleum refinery infrastructure and processed into fuels, lubricants, or chemical feedstocks. The gas fraction, primarily short-chain hydrocarbons, is typically combusted on-site to supply process heat.
What pyrolysis produces is not the original monomers. The hydrocarbon mixture leaving a pyrolysis reactor contains hundreds of molecular species and requires further processing before it can re-enter a polymer manufacturing cycle. This is not a fundamental obstacle – petroleum refineries already handle complex hydrocarbon mixtures as a matter of course – but it adds a processing step and a product complexity that condensation polymer recycling avoids entirely.
The energy input required to maintain a pyrolysis reactor continuously at 500 degrees Celsius is also significant, and unlike the hydrolysis of PET, the process heat cannot be supplied by the reaction itself. It has to come from somewhere external, which in most current installations means a portion of the gas fraction produced in the reactor.
Everything here is free. Readers are the reason it stays that way.
I make all of it alone, with no ads. If it is worth a coffee a month to you, that keeps the next one coming.
Keep it alive →Solvent Dissolution: A Third Pathway Through Recycling Chemistry
Between depolymerization and thermal cracking, a third approach in recycling chemistry intervenes at a completely different level. Solvent-based dissolution does not break polymer chains at all. It pulls them apart physically by surrounding them with solvent molecules that have a compatible polarity, weakening the intermolecular attractions that hold the bulk solid together.
The polymer chains survive the process intact. Their molecular weight is preserved. What changes is the physical state of the material – from solid to dissolved solution – allowing contaminants that are insoluble in the solvent to be filtered out, and allowing the pure polymer to be precipitated back into solid form by adjusting temperature or adding a non-solvent. The APK process running at the Merseburg facility uses this principle for flexible polyethylene packaging films, recovering material with properties close to virgin-grade resin.
The distinction that matters here is the type of contamination this route can handle. Flexible packaging films contain layers of different polymers, adhesives, inks, and barrier coatings that cannot be separated mechanically. The solvent route can dissolve the target polymer selectively, leaving other components behind as filterable solids, then recover it clean.
The practical challenge is solvent management. Any industrial solvent-dissolution system must recover and recycle the solvent within a closed process loop. Loss rates of even a fraction of a percent per cycle accumulate quickly at industrial scale, representing both an economic cost and an environmental liability. Closed-loop recovery systems operating at 99.5 percent efficiency are technically achievable, but the equipment required to reach that figure adds capital cost and operational complexity to the process.
| Recycling Chemistry Route | Target Polymers | Bond Action | Typical Recovery | Key Limitation |
|---|---|---|---|---|
| Hydrolysis / depolymerization | PET, polyamides, polycarbonates | Breaks ester and amide bonds | 80 to 90% monomer yield | Only works on condensation polymers |
| Pyrolysis | Polyethylene, polypropylene, polystyrene | Thermal chain fragmentation | 70 to 80% hydrocarbon liquid | Mixed product output, high energy input |
| Solvent dissolution | Polyethylene, polypropylene, flexible films | No bond breaking, physical separation | Polymer chains fully intact | Solvent loop management and losses |
| Glycolysis | PET specifically | Transesterification with glycol | High monomer yield at 200°C | Limited to PET, product composition varies |
The Recycling Chemistry of Metals: Dissolution and Selective Recovery
Metal recycling operates through completely different chemistry, though the underlying logic is unchanged: break the bonds holding target atoms in their current matrix, and then isolate those atoms selectively from everything else present.
For many metals, hydrometallurgy is the most effective route available. The target material – whether spent lithium-ion battery cells, electronic circuit boards, or low-grade copper ore – is treated with a leaching solution, typically acidic or alkaline, that dissolves specific metal ions while leaving others behind. Copper dissolves readily in dilute sulfuric acid. Lithium can be leached from battery cathode materials with relatively dilute hydrochloric acid at moderate temperatures. Gold is much more resistant and requires aggressive chemistry – most commonly a cyanide solution – because metallic gold is exceptionally stable against oxidation under ordinary conditions.
What leaves the leaching stage is a metal-laden aqueous solution. Two main routes exist for recovering solid metal from it. Electrowinning passes direct current through the solution, causing dissolved metal ions to reduce and plate out as solid metal on the cathode surface. Solvent extraction uses an organic phase that preferentially absorbs specific metal ions from the aqueous leachate, concentrating them and allowing further separation from competing ions in solution. Which route is used depends on the target metal, the composition of the leachate, and the required product purity.
The Harjavalta smelter complex in Finland, operated by Boliden, recovers copper, nickel, cobalt, and precious metals from both mining concentrates and recycled electronic waste through a hydrometallurgical circuit handling over 150,000 tonnes of input per year. The selectivity of the leach-extract-deposit sequence is what makes multi-metal recovery from mixed electronic waste economically viable. Cobalt and nickel, for example, have nearly identical physical properties and cannot be separated by any mechanical means. Their different chemical reactivity in organic extractant systems is what separates them in a refinery.
Energy Costs and the Thermodynamic Limits of Recycling Chemistry
There is a question that rarely surfaces in conversations about recycling, but it is the one that determines whether a particular chemical route actually makes sense: how much energy does it cost to break these bonds, and does the recovered material justify that expenditure?
Thermodynamics sets a hard lower bound. The second law requires that any process which reduces the entropy of a disordered waste stream – sorting mixed materials back into pure components, separating polymer chains from contamination – must export entropy to the surroundings, which means consuming energy. There is no way around this. The only question is how large that cost is, and how it compares to the energy that went into producing the material originally.
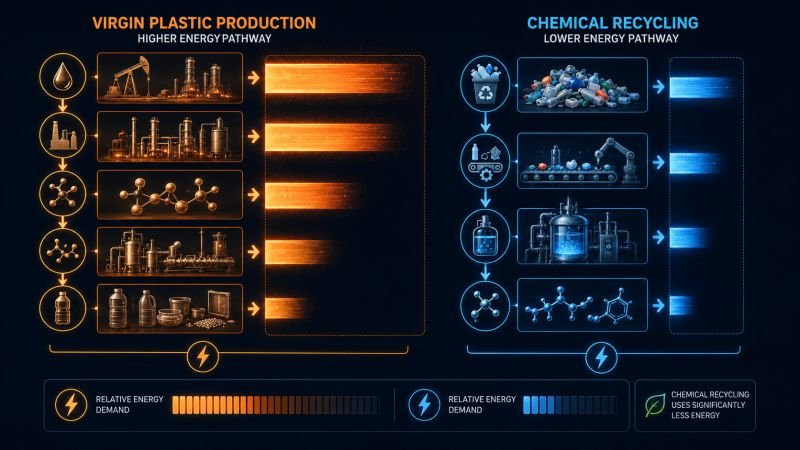
For PET hydrolysis at industrial scale, the process energy requirement is approximately 5 to 8 MJ per kilogram of recovered monomer, depending on reactor design and how aggressively heat is recycled within the process. Producing virgin terephthalic acid from petroleum feedstock requires around 50 to 70 MJ per kilogram when feedstock extraction is included. The energy balance favors chemical recycling by roughly a factor of eight to ten. That margin is large enough to be meaningful.
Pyrolysis sits in a less favorable position. Processing polyethylene by thermal cracking requires approximately 15 to 25 MJ per kilogram of liquid hydrocarbon output. Virgin polyethylene production from petroleum requires around 70 MJ per kilogram including feedstock. The ratio still favors recycling, but the advantage is smaller, and the output is a feedstock mixture rather than a pure material.
The deeper thermodynamic issue is contamination. Every additional component mixed into a waste stream increases the energy required to achieve a given level of purity in the output. A feed stream of clean, single-type PET bottles is a relatively low-entropy input. The actual waste stream arriving at most facilities is far more complex – mixed colors, mixed polymer types, adhesives, coatings, and organic residues all raising the thermodynamic cost of separation.
Pure chemistry cannot solve this. The contamination problem is upstream of the reactor, and it is a materials collection and sortation problem as much as a chemical one.
New Molecular Strategies Pushing Recycling Chemistry Further
The frontier in recycling chemistry is selectivity. Current industrial processes work well on clean, single-material streams and lose efficiency as contamination or compositional complexity increases. Two directions are actively expanding what the chemistry can reach.
Enzymatic depolymerization is one. PETase, an enzyme derived from Ideonella sakaiensis bacteria discovered in Japan in 2016, can depolymerize PET at temperatures around 70 degrees Celsius, far below the requirements of conventional acidic hydrolysis. Engineered variants have since achieved substantially higher reaction rates. The CARBIOS company in France reached a significant demonstration milestone in 2021 and is scaling toward an industrial plant targeting over 50,000 tonnes per year. The enzyme route produces the same terephthalic acid and ethylene glycol monomers as chemical hydrolysis, at lower process temperatures and with the ability to work on colored, contaminated, or multilayer PET that conventional routes handle less efficiently.
The second direction is chemical design for recyclability at the synthesis stage. If polymers are built with specific bond types that depolymerize cleanly under mild conditions – a field called circular polymer chemistry – the recycling problem is addressed at the source. Vitrimers, covalent adaptive network polymers being developed at research groups across Europe and North America, can be reshaped and reprocessed without degrading molecular weight, because the crosslinks holding their network together can exchange dynamically under heat without permanently breaking. The recycling behavior of a vitrimer is closer to a metal than to a conventional thermoplastic.
The chemistry that advanced recycling needs already exists in laboratory form. Whether it scales to the throughput required to handle the volume of material that manufacturing generates is a question that engineering, not chemistry, will answer.
Technologies Related to This Concept
| Technology | Concept |
|---|---|
| Quantum Recycling Machines | Concept: Devices that disassemble waste at the atomic level to reassemble it into new materials. |
| Molecular Disassembly Reactors | Concept: Reactors that break down complex waste into basic molecular components for reuse. |
| Bioengineered Plastic-Eating Organisms | Concept: Genetically modified organisms that consume plastic waste and excrete useful compounds. |
| Smart Material Recyclers | Concept: Materials embedded with nanotech that allows them to self-recycle when triggered. |
| Ocean Plastic-to-Fuel Converters | Concept: Ships that collect ocean plastics and process them into biofuels onboard. |
You read the whole thing.
That is rarer than it should be, and it is the exact kind of attention I built this archive for. I make every piece alone, with no ads and no investor deciding what gets written. If you want the next machine taken apart like this one, you can help me make it.
A coffee a month is enough to keep it free for everyone.
Prefer crypto or a one time gift? Other ways to give →



